英语
英语 英语
英语

Detailed steps for vulcanized lap bonding of steel cord conveyor belt
(1) Manufacture of joint of steel cord conveyor belt
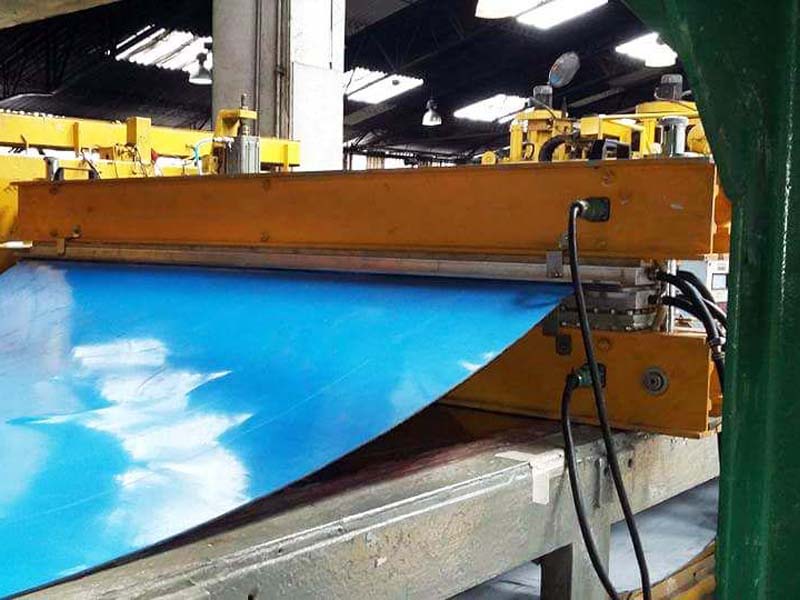
Cut all the mesh wires at each head, scrape off the adhesive on the surface, make the steel cord conveyor belt at the root of the steel wire into a slope of about 100mm wide with an angle grinder, and then grind it outward for 150mm along the slope to remove the original steel cord conveyor belt surface and roughen it. Clean the steel wire and grinding surface with 120 # gasoline. 1661140530964.jpg (2) Laying of steel cord conveyor belt and overlapping of steel wire
First, lay a layer of clean plastic film on the surface of the lower heating plate, and then lay a layer of rubber, so that the rubber is consistent with the slope of the joint at both ends. Then, the steel wire shall be lapped as required and the glue shall be applied to ensure that the glue is evenly applied. Then lay the rubber material to make the rubber material coincide with the slope at both ends, and lay a layer of plastic film on it to complete the laying of the joint of the steel cord conveyor belt and the lapping of the steel wire.
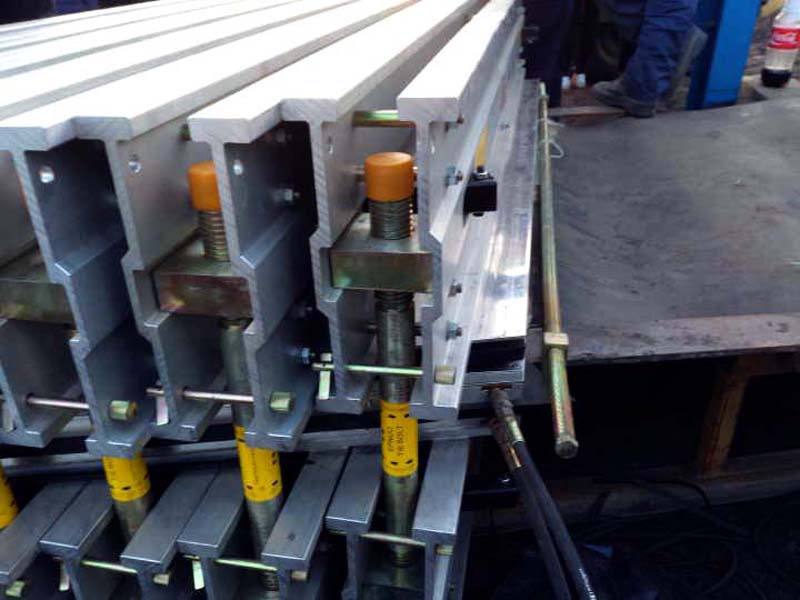
(3) Installation of curing press
① Place the lower rack so that the ends are aligned, and the center line of the rack is aligned with the center line of the steel cord conveyor belt. Then place the water pressure plate, transmission plate, lower vulcanization plate and vulcanization plate based on the centerline of the working face and aligned with the centerline of the steel cord conveyor belt.
② After the bonding part of the steel cord conveyor belt is made according to the process, the two sides of the bonding part are clamped with iron blocks.
③ Then place the upper vulcanization plate, water pressure plate, upper insulation plate and upper rack in turn. It is required that the center line of the working face should be aligned with the center line of the steel cord conveyor belt, and the connecting bolts should be installed and tightened one by one.
④ After the curing press is fastened, connect the high-pressure water pipe, wire plug and pressure pump.
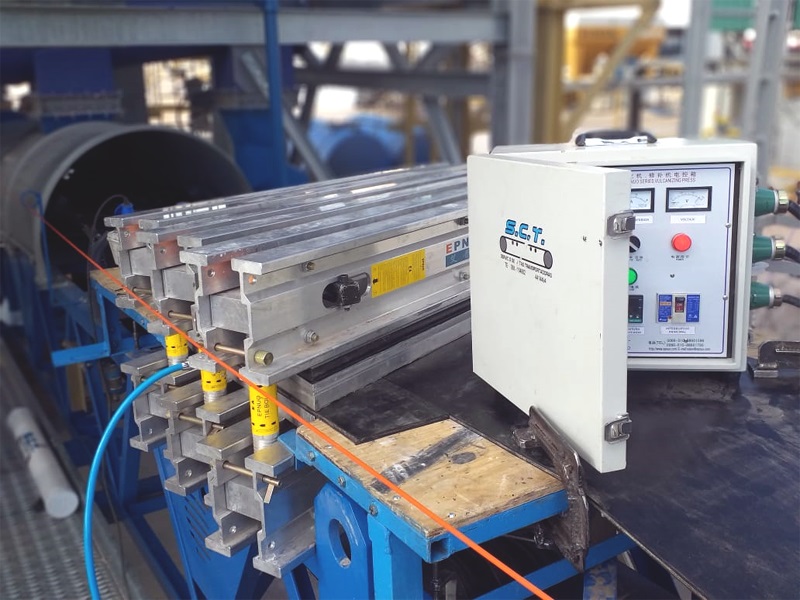
(4) Vulcanization operation
① After the preparation is completed, carefully check all parts, and after confirming that there is no problem, power on the vulcanizer for vulcanization.
② The set temperature of the heating power supply is 140~150 °. When the vulcanization starts, the water pressure is increased to 1Mpa.
③ When the vulcanization is heated to 100 °, continue to pressurize to 1.4Mpa.
④ When the temperature rises to 140~145 °, the heat preservation shall be started for 20 minutes.
⑤ The curing is completed after the heat preservation reaches the time. After natural cooling to 60 °, dismantle the equipment and complete the vulcanization of the steel cord conveyor belt.