英语
英语 英语
英语

Precautions for installation of belt vulcanizer:
1. Before the installation of the vulcanizer, the main parts (such as electric heating plate, pressure device, frame, etc.) are uniform and independent separate parts, and the vulcanizer is transported to the site on time for temporary local installation.
2. Separate machine parts shall also be moved frequently. Generally, the heaviest parts can be handled by two people, so installation and disassembly are more convenient.
3. Before installation, find a spacious place for the installation of belt conveyor. In this place, there are not only uncertain operation area and space, but also the placement of adhesive tape and convenient power wiring.
4. Before installation, several groups of upper idlers were disassembled on the belt conveyor installation line, and an operation platform was built in the form of prescriptions and so on. If gluing in the field, set up a temporary rain shelter with canvas around the operation platform.
5. Tools for installing vulcanizer, tools and instruments for processing tape joint and power conductor shall be ready; And confirm whether the bonding materials (such as covering glue, core glue and mortar) are within the validity period, manufacturer and production date.
Installation steps of belt vulcanizer:
(1) Arrange the form of single root off the machine;
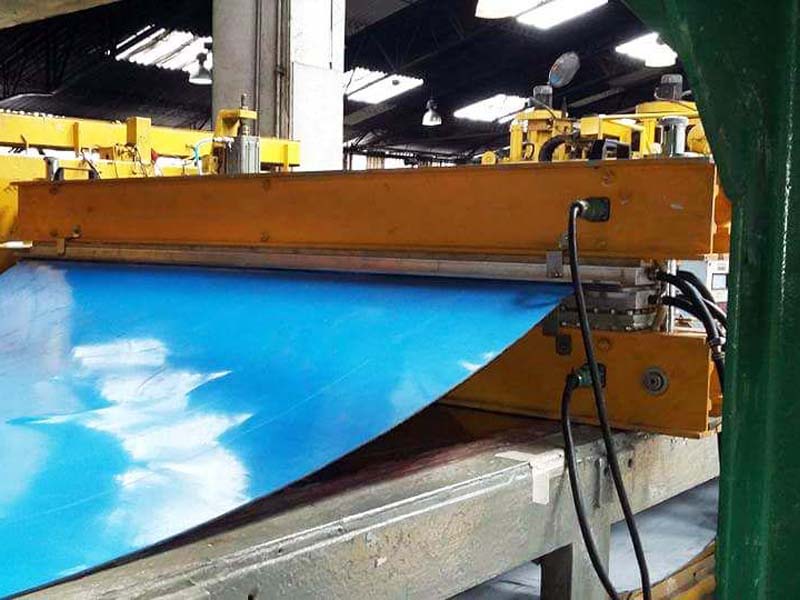
(2) . first place the pressure device (water pressure plate) on the off rack machine that has been placed; Then place the lower electric heating plate on it. After the three are aligned, the lower electric heating plate is covered with plastic film (or talc powder); Note: when multiple vulcanizers work in parallel, a thin metal plate with a joint length of 0.2x50 shall be padded at the joint of the lower electric heating plate.
(3) . place the tape joint that has been processed, processed and filled with rubber on the lower hot plate; After aligning the center line, fix both sides of the tape with clamping plates and clamping mechanisms.
(4) . on the tape joint. The position corresponding to the lower electric heating plate shall be covered with plastic film (or talcum powder), and then the upper electric heating plate and heat insulation plate shall be placed on it in order. Note: when multiple vulcanizers work in parallel, a thin metal plate with a joint length of 0.2x50x shall be padded at the joint of the lower electric heating plate.
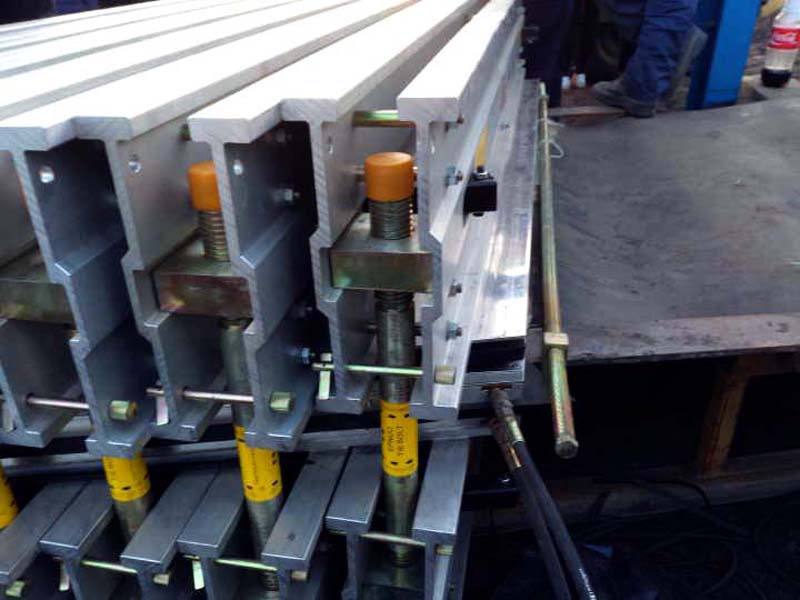
(5) Place the upper frame on the heat shield and align it with the lower frame.
(6) According to figure 8, install the pre tightening bolts, washers and nuts in the long holes at both ends of the upper and lower frames, and tighten the nuts with a wrench. At this time, the main body of the vulcanizer is installed.
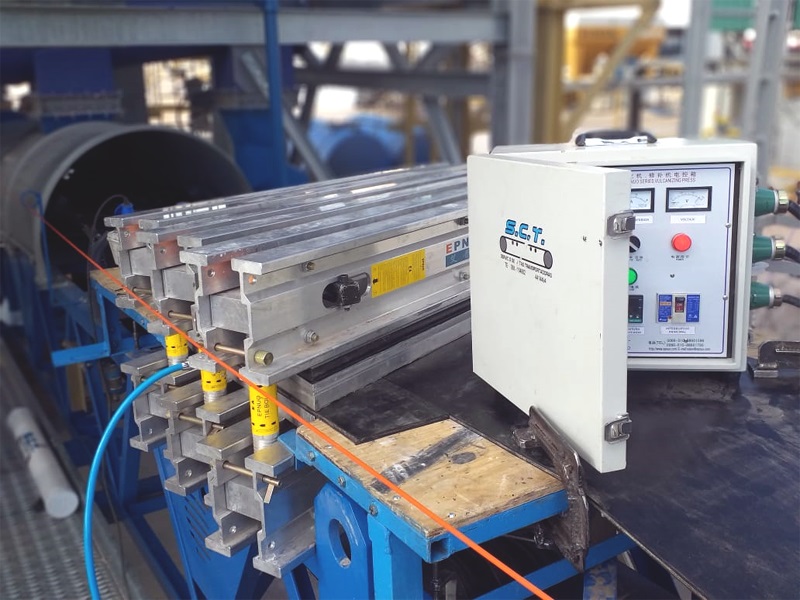
(7) Connect the quick connector of the booster pump system with the water inlet of the pressure device, insert the primary power wire into the socket of the electric heating control box accordingly, one end of the secondary wire into the socket of the electric heating control box and the other end into the electric heating plate; Insert the of the thermal resistance (or thermocouple) wire into the socket of the electric heating control box, and the other end into the temperature measuring hole of the electric heating plate. At this time, the vulcanization installation is completed and the timing operation of pressurization and heating is ready.