英语
英语 英语
英语

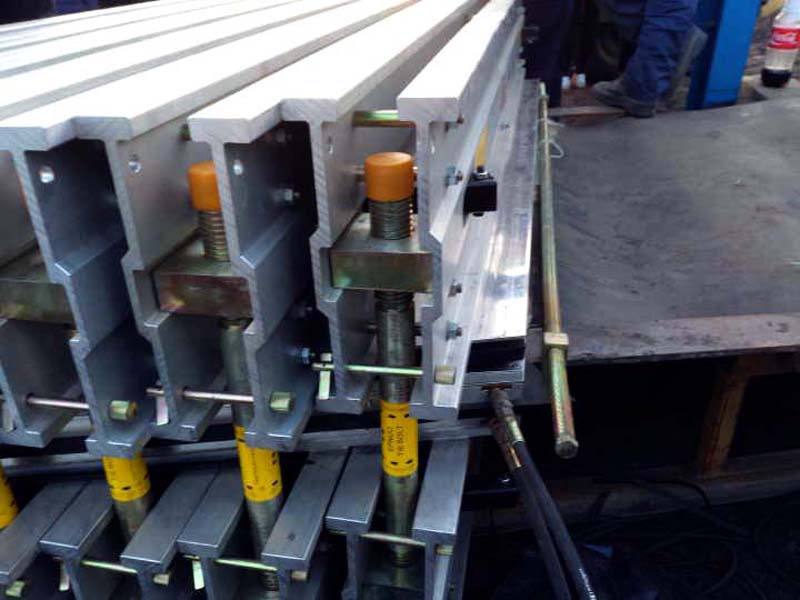
What causes the connection joint of the conveyor belt to fail
Polymer is incompatible with raw rubber 2. Incomplete evaporation of solvent glue
The cause analysis of adhesive failure of conveyor belt at normal temperature is as follows:
1. The bonding degree is not firm:
The lap length is not enough, the number of steps is not enough, and the direction of the rubber pad is incorrect.The surface treatment is improper, the surface of the strap is not rough, exposing the original shape of the object, or the polishing process destroys the fabric layer. Do not use a suitable detergent to clean dirt and place it in a completely dry place. The final connection of the tower must be a completely dry, thick, complete and complete tissue.
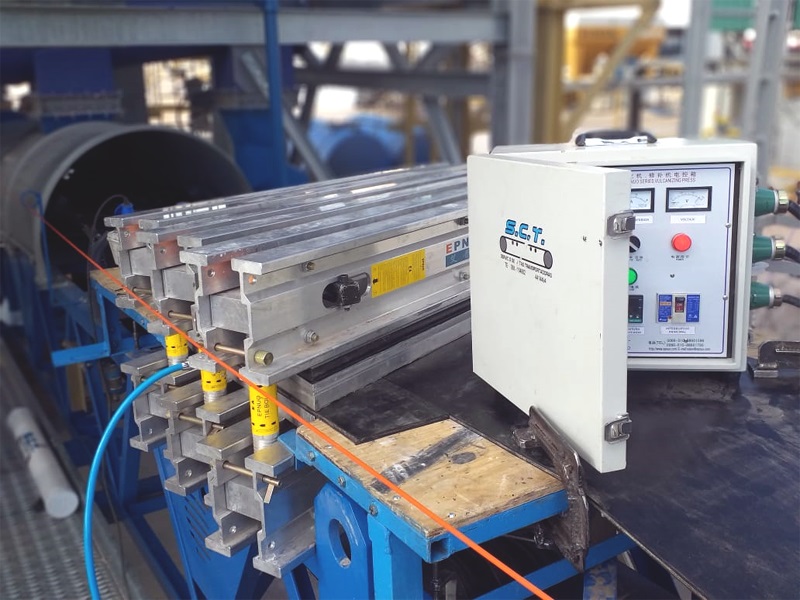
1. Incorrect sizing, insufficient side seam sizing. When using a brush, evenly brush several times along one direction on the completely dry bonding surface, and the adhesive layer should be uniform and not too thick After coating, the solvent in the adhesive film did not evaporate completely, which affected the bonding quality. It is generally recommended more than once.
During the bonding process, due to hand or other factors (such as excessive environmental dust or humidity at the bonding site), the bonding film is polluted and loses its activity, resulting in insufficient bonding strength. The seam will not hit or squeeze the side seam of the seam. The waiting time is not enough. After static fixing at room temperature for 30-60 minutes, the adhesive conveyor belt can be used. If conditions permit, extend the fixing time, and the final curing after 24 hours will reach the best strength. Generally, the lower the temperature is. The longer the curing time is.Interface joints will not be processed until they are fully closed. Moisture, materials, etc. will damage the center of the web at the unsealed joint, resulting in joint cracking. If unused residues are applied to the joint, the initial adhesion of the original rubber will be destroyed. For the best bonding effect, seal the two joints with rubber repair agent.
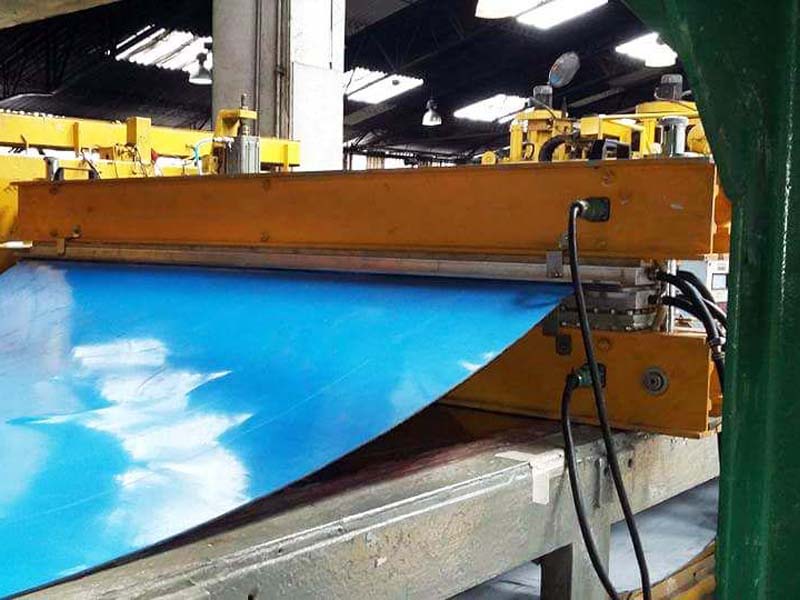
2. Blistering:
The manufacturing of the joint surface is inaccurate or the alignment of the joint surface is incorrect, so that the gap between the gas films is maintained. The joint of the two towers shall be overlapped after manufacturing, and the dimensional accuracy shall be checked. There shall be no gap between the steps. The joint surfaces of the two towers shall be aligned and pasted.If the film thickness is uneven, dry the film layer first, and the solvent does not evaporate completely at the thicker part, which does not form the initial adhesion, resulting in virtual viscosity.After connection, when the air is discharged, the stroke is uneven. Carry out 2-3 dense strokes from the middle to the periphery to discharge the air between the tower surfaces.When pasting the tape at low temperature or high humidity, do not use iodine tungsten lamp or infrared lamp for baking (baking temperature 60 ~ 0 ~ 0.5 ℃).80 ° C) the adhesive film will affect the volatilization speed of the solvent, make the water film form on the surface of the adhesive film, and affect the bonding effect. Especially at this time of bakingIf necessary, the rest time should also be extended to 24 hours.