英语
英语 英语
英语

Introduction to hot vulcanization process of belt
(1) Draw the center line on the belt body connected on both sides, and draw the cutting line according to the angular size. Take the cutting line as the benchmark, draw out each processing line, cut the rubber cover layer with a knife at 45 °, and the depth shall reach the steel wire layer.
(2) After the steps are processed, the steel wire rope is peeled off with a cutter, and then the steel wire is polished with an l1202 angle grinder in cooperation with a tungsten steel grinding disc.
(3) The steel wire rope and steps shall be deeply cleaned with cleaning agent. After cleaning, the hot vulcanized rubber paste shall be painted and fully dried, and then the hot vulcanized rubber paste shall be painted again.
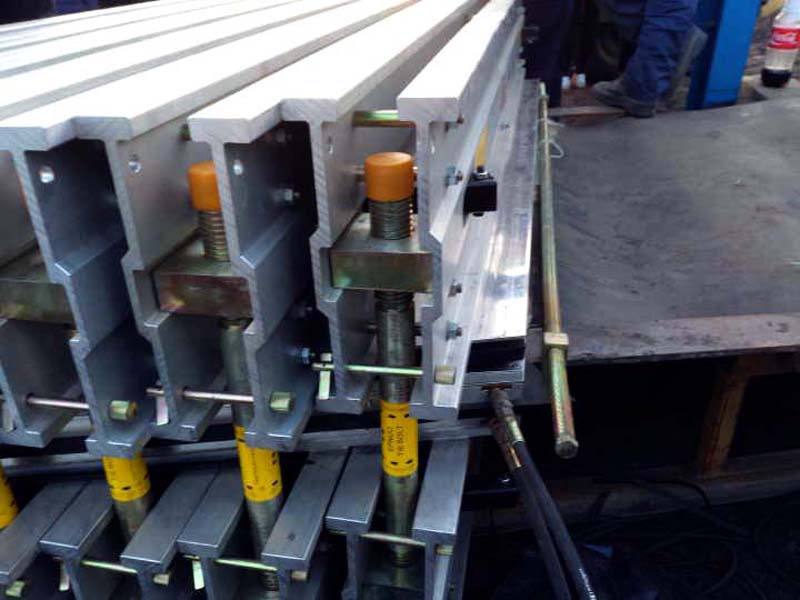
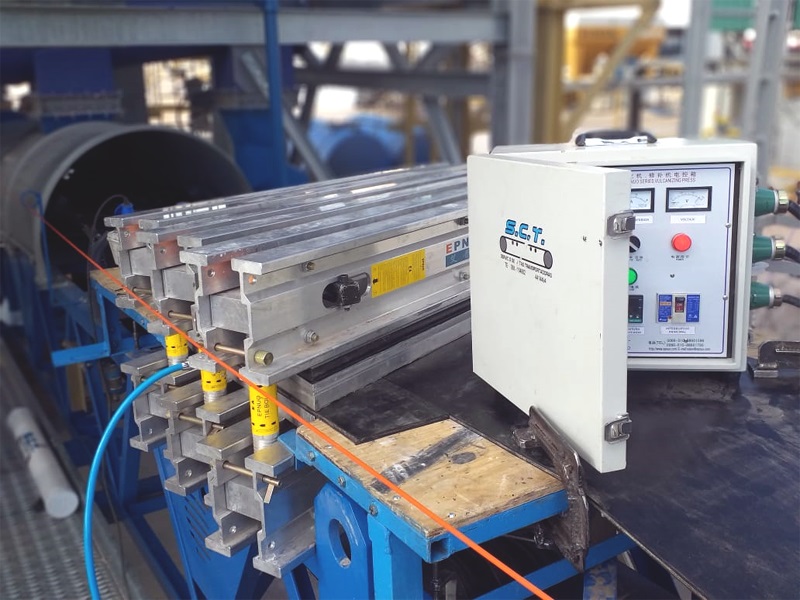
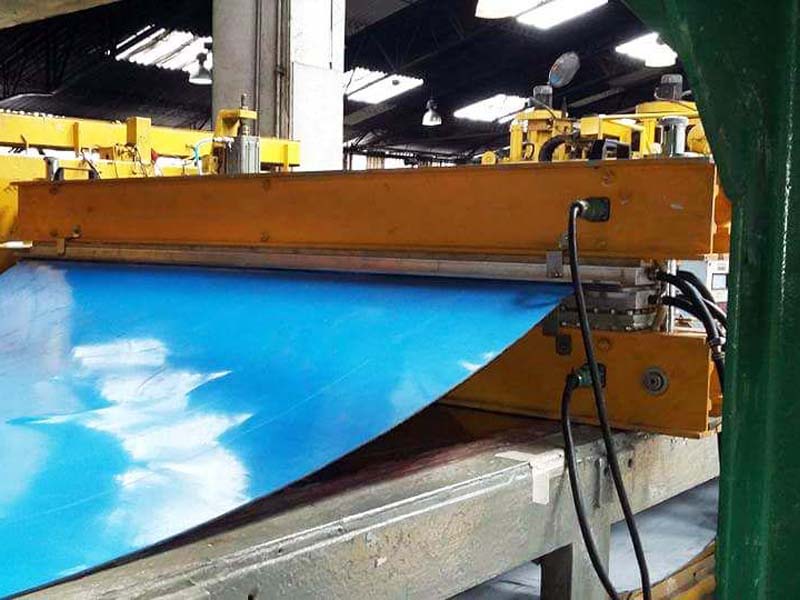
(4) Lay the clamping beam of the lower vulcanizer, water pressure bag, heat insulation plate and heating plate. After that, lay the lower layer with unvulcanized surface rubber and unvulcanized core rubber, and determine and fix the joint positions on both sides according to the actual size.
(5) Lay the steel wire rope from the center to both sides. After that, reconfirm whether the belt center lines on both sides are consistent. Lay the upper layer of unvulcanized core rubber and unvulcanized surface rubber, put sizing blocks on both sides of the upper heating plate, heat insulation plate, clamping beam and conveyor belt, and fasten the clamping bolts.
(6) Connect the water pressure pipe and power line. After the preparation, after the water pressure rises to the specified value, turn on the power supply for vulcanization.